


近幾年,新能源汽車得到快速的發(fā)展和應(yīng)用,但是其高速和長途續(xù)航里程依然不能滿足出行的需求,而提升新能源汽車傳動系統(tǒng)效率是減少運行能耗和延長續(xù)航里程的有效途徑之一。新能源汽車相對于燃油汽車對整車的噪聲、振動和舒適性要求更加嚴(yán)格,對傳動系統(tǒng)的nvh問題更加敏感。采用高精度齒輪的多擋位自動變速器對提高新能源汽車動力性、延長新能源汽車?yán)m(xù)駛里程、優(yōu)化新能源汽車電驅(qū)動系統(tǒng)總體性能、降低新能源汽車整車質(zhì)量和成本、改善新能源汽車駕乘感受等都具有重要作用。因此,新能源汽車對傳動齒輪的精度和加工質(zhì)量具有更高的要求。如下圖1所示,高精度漸開線圓柱齒輪是新能源汽車傳動系統(tǒng)的關(guān)鍵零件,其加工技術(shù)復(fù)雜,對加工設(shè)備、加工精度和工件表面質(zhì)量要求高,此類齒輪的制造工藝尚不成熟、效率低、成本高,甚至需要大量進口。因此,有必要針對新能源汽車高精度傳動齒輪加工工藝進行分析,為高效加工工藝研究提供基礎(chǔ)。

(1.漸開線圓柱齒輪)
汽車齒輪典型加工工藝分析
目前,汽車齒輪機械加工過程中,通常采用的加工工藝為:車削鍛造毛坯→切齒(滾齒/插齒)→剃齒→滲碳淬火→磨齒,滾齒和磨齒工藝過程如下圖2所示。齒輪毛坯為模鍛而成;采用數(shù)控車床在一次裝夾的條件下完成毛坯的外圓表面、內(nèi)孔表面和端面的車削,保證齒坯具有較好的精度,為后序的高質(zhì)量加工提供基礎(chǔ);采用滾齒的方法進行齒形的粗加工(滾齒機的加工精度為it10~it7級);剃齒一般應(yīng)用于未進行淬火熱處理齒輪齒形的精加工(精度可達(dá)it7~it6級),但是剃齒不能修正分齒誤差,剃齒后的精度只能比剃齒前提高一級;汽車齒輪的工作任務(wù)比機床齒輪要繁重得多,因此在耐磨性、疲勞強度、心部強度和沖擊韌性等方面的要求均比機床齒輪要高,選用滲碳鋼制造并經(jīng)滲碳熱處理才能滿足其性能要求;最后以磨削加工的方法對經(jīng)過熱處理的齒輪內(nèi)孔、端面、軸的外徑等部分進行精加工,進而提高尺寸精度和減小形位公差,磨削加工可達(dá)的經(jīng)濟精度為it6~it4級,表面粗糙度為ra0.2~0.8μm。珩磨作為一種特殊的磨削加工技術(shù),是精加工中的一種高效加工方式,可以安排為最后加工工序,劃分為光整加工階段,具有加工精度高、表面質(zhì)量好、加工效率高等特點,可將表面粗糙度降低到ra0.20~0.05μm。但是,汽車齒輪典型的加工工藝已經(jīng)無法滿足綠色節(jié)能的新能源汽車對傳動齒輪加工過程提出的高精度、高質(zhì)量和高效率的要求,因此,必須進行新的高效高質(zhì)量加工工藝研究。
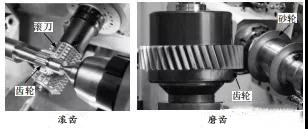
(2.齒輪加工過程)
高精度齒輪加工技術(shù)及措施
1)硬齒面加工技術(shù)。
硬齒面加工技術(shù)主要應(yīng)用于熱處理后齒面硬度高于45 hrc的齒輪精加工,目的是提高齒輪精加工的效率、質(zhì)量和降低加工成本,主要加工方法是針對硬齒面的剃齒、精滾(刮研)、磨齒和珩齒等,相對于傳統(tǒng)加工工藝,硬齒面加工方法對機床、刀具材料和涂層、工具技術(shù)等提出更高的要求。
隨著刀具材料、刀具設(shè)計和制造技術(shù)的提升,硬齒面刀具得到快速發(fā)展,促進了硬齒面加工技術(shù)在高精度齒輪加工中的應(yīng)用。滾齒和剃齒過程主要應(yīng)用具有涂層的高速鋼與硬質(zhì)合金刀具;珩齒和磨齒可以使用cbn或金剛石超硬磨料的電鍍或燒結(jié)磨具,cbn砂輪成形磨齒如下圖3所示。并且在刀具設(shè)計時將粗、精加工刀具設(shè)計成組合刀具,減少工序數(shù)量。采用涂層高速鋼或硬質(zhì)合金刀具進行硬齒面剃齒和精滾,齒輪精度可以達(dá)到it6~it5級;采用超硬刀具材料砂輪進行硬齒面珩齒和磨齒,相對于傳統(tǒng)工藝,可以明顯降低表面粗糙度,提高表面質(zhì)量,提高精度1~2級,加工效率是常規(guī)齒面磨齒的25倍以上。為了適應(yīng)硬齒面齒輪加工的需求,所用加工機床更加注重數(shù)控技術(shù)、高速加工和多功能性。
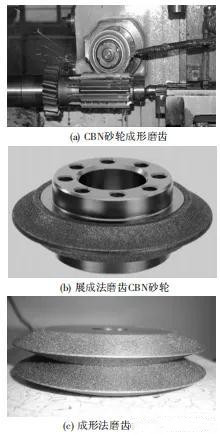
(3.cbn砂輪磨削硬質(zhì)面及所用砂輪)
2)強力珩齒技術(shù)。
由于齒輪加工常用的“滾齒→剃齒→熱處理→磨齒”工藝在高精度汽車變速箱齒輪加工中存在的局限性,其難以滿足齒輪技術(shù)要求。對熱處理后的硬齒面進行磨削,進而采用珩齒的方法提高質(zhì)量,加工成本較高。但是,采用強力珩齒直接對硬齒面加工,是高精度齒輪加工的高效方法。強力珩齒技術(shù)可以使齒輪精度達(dá)到it5級以上,當(dāng)制造成本與傳統(tǒng)工藝接近的條件下,可以獲得更高的加工精度、表面質(zhì)量和加工效率,展現(xiàn)出良好的經(jīng)濟效益。
強力珩齒的齒形齒向修正量可以大于0.05 mm,可以修正熱處理變形和微缺陷,表面粗糙度可以達(dá)到ra0.2μm以下,加工過程如下圖4所示。熱處理后采用強力珩齒的工藝,可以減少磨齒導(dǎo)致的表面磨紋,避免變速器齒輪嚙合過程中產(chǎn)生的諧振和噪聲;齒面具有較大的殘余壓應(yīng)力,顯著增大了齒輪強度、耐磨性及抗點蝕性能;強力珩齒過程中刀具相對齒面滑動同時去除工件材料,切削速度較低,避免了磨齒過程中高速磨削產(chǎn)生的齒面燒傷;相對于磨齒,珩齒能對帶臺肩的齒輪進行加工;雖然精度略低于磨齒加工,但強力珩齒成本和綜合效率明顯優(yōu)于磨齒工藝。珩齒成本大約為剃齒的50%和磨齒的20%。因此,在汽車變速器高精度齒輪加工中應(yīng)用強力珩齒工藝具有很大的優(yōu)勢,并提高變速器運行可靠性和穩(wěn)定性,延長大修周期,減少汽車nvh問題。汽車變速器高精度齒輪加工工藝路線可以簡化為滾→剃→珩,甚至可以在滾齒后直接進行強力珩齒。此技術(shù)也是依賴于數(shù)控機床和cbn超硬材料砂輪的應(yīng)用。

(4.強力珩齒過程)
結(jié)論
典型的“切齒→剃齒→滲碳淬火→磨齒”的齒輪加工工藝已經(jīng)無法滿足汽車工業(yè)的需求,需要進一步開發(fā)新的加工技術(shù)和工藝。可以將傳統(tǒng)加工工藝與硬齒面加工技術(shù)和強力珩齒技術(shù)融合,在縮減加工成本和提高加工效率的前提下加工出高精度和高質(zhì)量的傳動齒輪。
東莞市業(yè)佳精密機械有限公司至力精密零件加工服務(wù)多年, 擁有全套精密檢測儀器, 一站式cnc精密零件加工服務(wù), 快速打樣, 批量加工, 包工包料包后處理, 國際標(biāo)準(zhǔn), 高品質(zhì)一條龍服務(wù).
歡迎來電咨詢: 13326893009 李小姐
